|
�������b䓎������c肉K���е��O(sh��)Ӌ(j��)
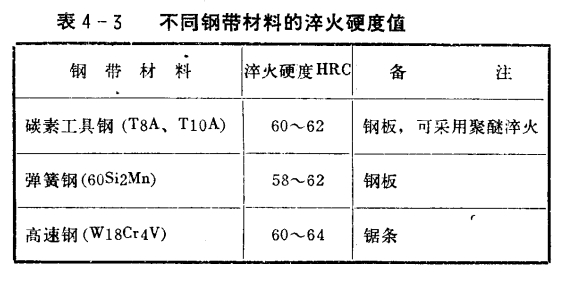
�������b䓎����б�������ď�(qi��ng)�ȡ����ȡ���(w��n)�����c��ĥ�ԣ���ˣ��пڲ���Ҫ���^�õĴ��ԡ����⣬߀Ҫ��һ�����g�ԣ��Գ��ܛ_���d�ɡ����b䓎����п��Բ��õIJ��ϼ����̎�����Ӳ��ֵ��Ҋ��4-3��
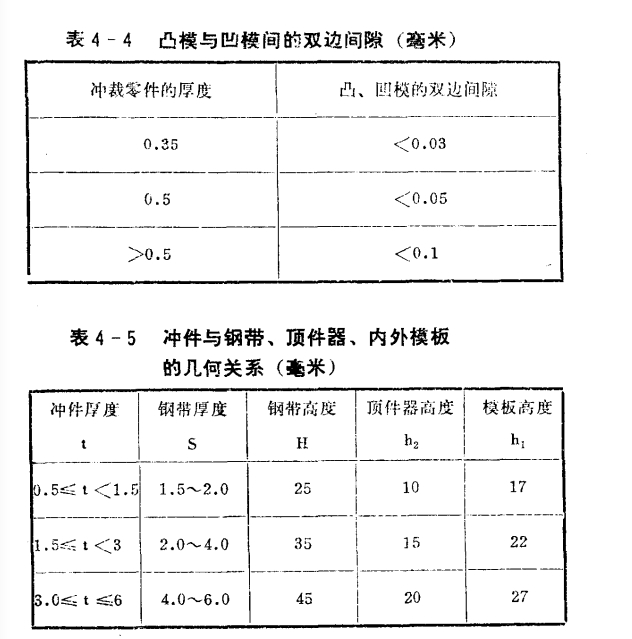
�������b䓎��ĺ�țQ���ڛ_������IJ��ϷN�����Լ��пڵĉ�������һ��ٻ�r�£����b䓎���ȑ�(y��ng)�Դ��ڛ_������ĺ�ȣ�����С��Ȳ���С��1.5���ס����ڰ��b䓎��_ģ�����S����ͬ��ȵİ��϶��Ԅ�(d��ng)�{(di��o)���g϶�����c(di��n)����ˣ�����ģ�ij�ʼ�g϶�Ʌ�����4-4���Д�(sh��)��(j��)��
�����_���c���b䓎���피�������(n��i)��ģ��Ď��P(gu��n)ϵҊ��4-5�����b䓎��������4—1��ȡ���b䓎��߶�8�����֮���������b䓎��Ĺ̶�����ռ��߶ȵ����֮���������]�����b䓎�����ĥ��ÿ�μsĥ��0.2-0.3���ף����ڰ�ģ�п��b���һ��ɸ߳�����0.5-1���ס�
�������b䓎��пڵĎ��Π����е�ʽ�пڡ�ֱ���пں�б���пڵ����N���е�ʽ�п��Π��(y��ng)����б����У���D4-1��ʾ�����ЈD��a)�鱡�ϰ��b䓎��_ģ���_���Π�ȡ�Q�ڰ�ģ�������b䓎���ģ�ĵ���б�����⡣�D��b����_�ױ����_ģ���_�ijߴ�ȡ�Q��ģ����ģ���b䓎��ĵ���б�����(n��i)���ڛ_����ɫ���ٕr(sh��)���пڵ����б��ȡα=45°��
  |
ȫ��(gu��)����(w��)�ᾀ
400-005-7808




